
BÀI 2: Hướng dẫn vận hành máy cắt gỗ Laser

Th1
Nội dung bài học:
- Các bước chuẩn bị
- Các bước vận hành máy
- Một số lưu ý quan trọng
Ở bài trước, chúng ta đã cùng nhau tìm hiểu về máy cắt laser và cách để sử dụng phần mềm Light Burn. Để tiếp nối thì bài này chúng ta sẽ tìm hiểu về cách vận hành máy cắt Laser thực tế.
1. Các bước chuẩn bị
Mạch điều khiển
Chúng ta sẽ sử dụng mạch điều khiển động cơ Makerbase MKS DLC32 V2.0 để điều khiển máy cắt laser này. Mạch sẽ như hình bên dưới:
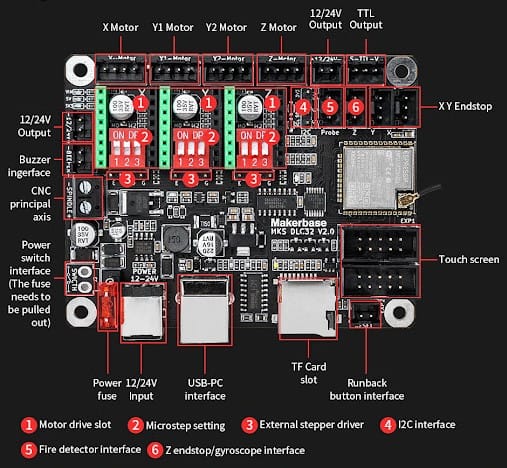
Hình 1: Mạch điều khiển máy cắt Laser
Trong đó ta cần quan tâm đến:
- 12/24V Input: nguồn cấp vào cho toàn mạch hoạt động. Tùy thuộc vào công suất đầu cắt Laser mà chọn đầu vào cho hợp lý.
- TF Card slot: khe cắm thẻ nhớ.
- Touch screen: khe cắm màn hình chạm MKS TS35-R V2.0. Kết nối giao tiếp giữa màn hình và mạch bằng 2 khe cắm này. Bạn nên lưu ý về chiều của khe cắp để tránh nhầm chân, hỏng mạch.
- CNC principal axis: chúng ta sẽ đấu 2 chân của động cơ thổi gió vào đây.
- Vị trí số 1: khe cắm driver điều khiển động cơ bước. Chúng ta sẽ chỉ sử dụng 2 khe bên trái, tương ứng với trục X và Y.
- X Motor: chân nối điều khiển động cơ trục X. Chú ý: với mạch điều khiển này, chúng ta sẽ đảo chiều trục X (ví dụ: khi màn hình điều khiển hiển thị sang trái thì thực tế máy phải chạy sang bên phải). Lúc này, máy mới chạy đúng chiều.
- Y1 Motor, Y2 Motor: chân nối điều khiển động cơ trục Y. Tùy thuộc vào máy sử dụng 2 hay 1 động cơ cho trục Y mà ta cắm chân tương ứng vào mạch.
- TTL Output: chân xuất tín hiệu của đầu Laser. Lưu ý: cắm đúng chiều của đầu cắt laser thì nó mới hoạt động (nếu quạt tản nhiệt không chạy thì bạn đã cắm ngược chiều của Laser).
Vệ sinh thấu kính
Đây là công đoạn quan trọng trước mỗi lần cắt để đảm bảo chất lượng của sản phẩm yêu cầu. Vì sau lần cắt trước, thấu kính sẽ bám rất nhiều bụi và có nhiều vết loang. Chúng ta sẽ sử dụng dung dịch cồn 90%, tăm bông để vệ sinh thấu kính (vị trí của thấu kính trong đầu cắt Laser như hình dưới).
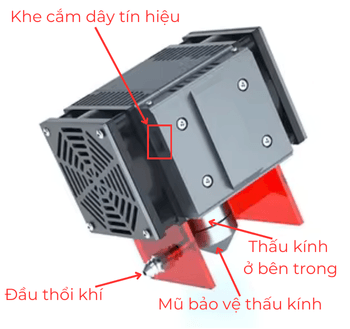
Hình 2: Cấu tạo đầu Laser
Các bước thực hiện như sau:
- Tháo đầu cắt Laser khỏi máy. Vặn lỏng con ốc cố định à tháo dây tín hiệu à tháo đầu thổi khí.
- Tháo mũ bảo vệ thấu kính: hơi xoay nhẹ và kéo thẳng.
- Thấm tăm bông qua cồn và lau nhẹ thấu kính.
- Lau lại bằng tăm bông khô.
- Lắp lại đầu cắt Laser vào máy.
Yêu cầu: thấu kính lau xong phải bóng, sạch, khô, không còn vệt loang. Các chi tiết phải được lắp lại đúng vị trí, đúng trình tự.
Điều chỉnh khoảng cách và gá phôi
- Khoảng cách tối ưu giữa đầu cắt Laser và bề mặt phôi gỗ chính là khoảng tiêu cự của thấu kính, phụ thuộc vào loại đầu cắt sẽ có các khoảng tiêu cự khác nhau. Ngoài ra, các yếu tố như tốc độ cắt, công suất laser và loại vật liệu cũng ảnh hưởng đến chất lượng cắt. Do đó, việc thử nghiệm và điều chỉnh các thông số này là cần thiết để đạt được kết quả tốt nhất. Các bạn có thể tham khảo ở bảng sau:
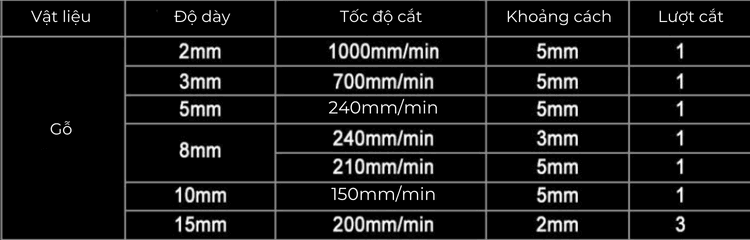
Hình 3: Bảng tham khảo các thông số
- Gá phôi là một bước cực kì quan trọng trong sản xuất, nếu gá phôi không chắc chắn có thể dẫn đến sản phẩm bị lỗi và phải bỏ. Phôi sau khi gá phải đạt được các yêu cầu như bề mặt phẳng, chắc chắn, không bị xê dịch so với máy.
2. Các bước vận hành máy
Bước 1: Cấp nguồn cho máy
Chúng ta sẽ sử dụng nguồn tổ ong bên ngoài để cấp nguồn cho máy cắt Laser. Cắm nguồn vào cổng “12/24V Input” và màn hình sẽ hiển thị như ảnh:

Hình 4: Màn hình điều khiển chính
Trong đó ta cần chú ý tới:
- Control: điều khiển vị trí đầu cắt Laser. Dùng để kiểm tra tín hiệu, chiều của các động cơ.
- Engrave: chứa các file G-code trong thẻ nhớ.
Bước 2: Chạy Frame (khung viền của file)
Chạy Frame là đầu cắt laser sẽ chạy theo đường bao ngoài cùng của đối tượng cần cắt. Bước này rất quan trọng trong việc điều chỉnh vị trí của phôi, đầu Laser. Lặp lại bước này và điều chỉnh đến khi nào đối tượng cần cắt nằm đúng vị trí thích hợp trên phôi gỗ.
Các bước: Engrave ➝ Chọn file G-code cần cắt ➝ Frame.
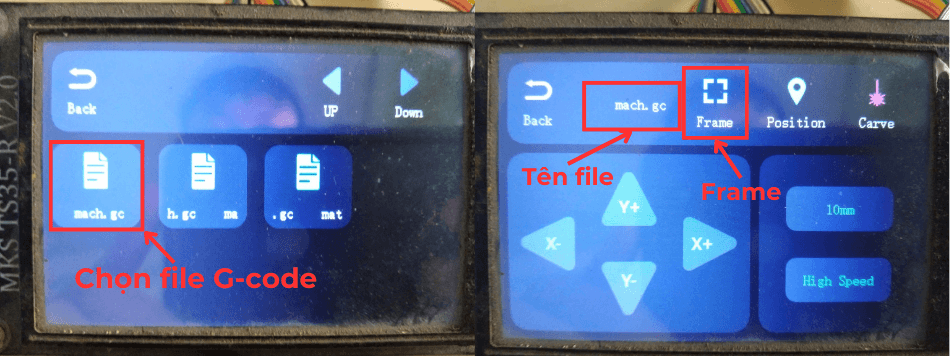
Hình 5: Chạy Frame đối tượng muốn cắt
Bước 3: Chạy file G-code
Sau khi máy đã chạy xong Frame, màn hình sẽ hiện như hình dưới:
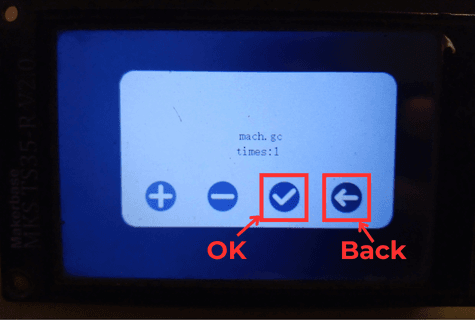
Hình 6: Hộp thoại sau Frame
- Nhấn Back nếu cần điều chỉnh lại vị trí.
- Nhấn OK, nếu vị trí của phôi và đầu Laser đã đúng. Lúc này, máy sẽ bắt đầu chạy theo đúng file G-code mà chúng ta chọn. Màn hình sẽ hiện như hình dưới, bạn có thể theo dõi xem chương trình đã chạy được bao nhiêu phần trăm. Nhấn STOP, để buộc dừng chương trình trong một số trường hợp có sự cố không mong muốn.
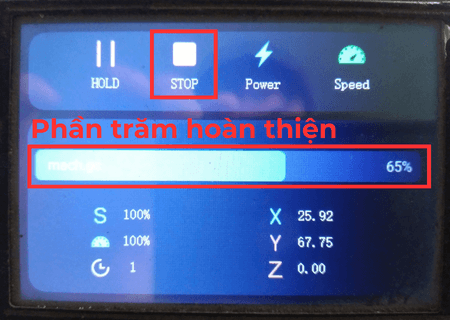
Hình 7: Màn hình chương trình hiện tại
Bước 4: Lấy sản phẩm và vệ sinh
Sau khi máy đã chạy xong file G-code, màn hình sẽ hiện như hình dưới để thông báo:
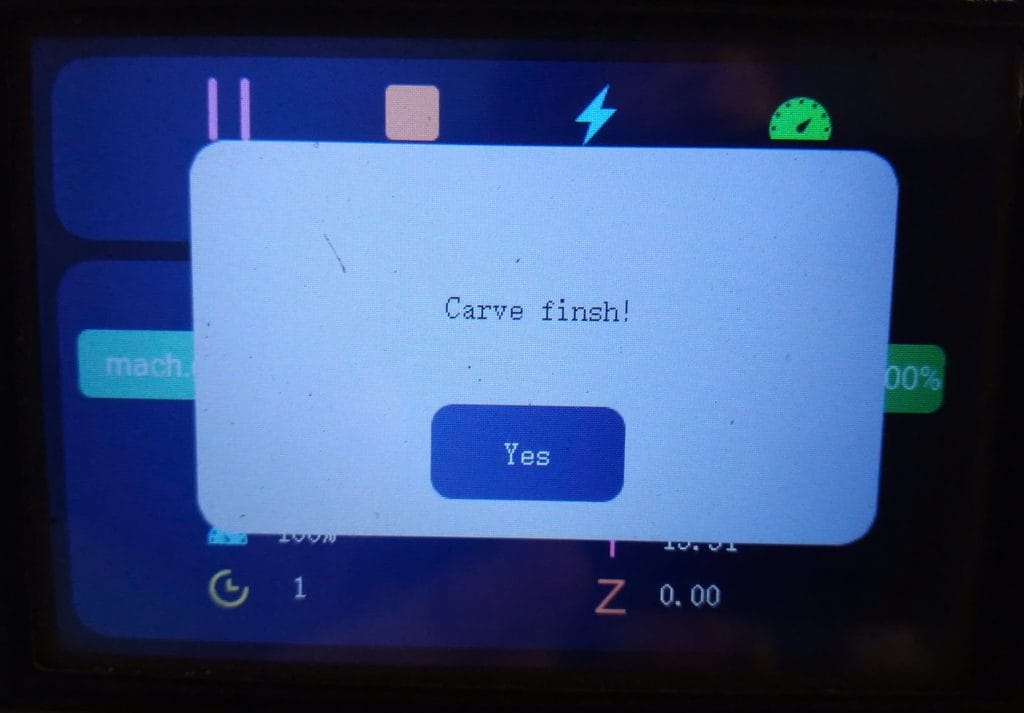
Hình 8: Màn hình thông báo file đã hoàn thành
Nhấn “Yes” và tắt máy. Sau đó lấy sản phẩm ra khỏi máy, vệ sinh đường cắt để tránh bị lem vết đen từ muội than vào bè mặt sản phẩm.
3. Một số lưu ý quan trọng
- Trước mỗi lần cắt phải vệ sinh thấu kính thật kỹ để đảm bảo chất lượng đường cắt.
- Điều chỉnh khoảng cách giữa đầu Laser và phôi nằm trong khoảng 4-8mm để phù hợp với tiêu cự.
- Gá phôi lên máy thật chắc chắn, bằng phẳng.
- Trong khi máy đang cắt, ánh sáng từ tia Laser có thể gây hại vào mắt. Tránh nhìn trực diện trong thời gian dài, nếu muốn có thể đeo thêm kính bảo vệ mắt.
- Giám sát máy chạy thường xuyên để tránh dây điện, ống khí bị vướng vào chỗ khác, gây ảnh hưởng đến quá trình cắt.
- Trong khi máy chạy, quạt thổi khí phải luôn luôn được bật.
- Không được tác động vào máy, phôi trong lúc máy đang hoạt động vì có thể dẫn đến lệch, làm hỏng sản phẩm.
- Nếu máy có bất kỳ sự cố không mong muốn trong lúc hoạt động, nhấn STOP để dừng chương trình.
By: Mai Dang Chinh
https://vitz.ru/forums/index.php?autocom=gallery&req=si&img=4816
https://myteana.ru/forums/index.php?autocom=gallery&req=si&img=6634
http://toyota-porte.ru/forums/index.php?autocom=gallery&req=si&img=3312
http://toyota-porte.ru/forums/index.php?autocom=gallery&req=si&img=3311
Awesome https://lc.cx/xjXBQT
https://mazda-demio.ru/forums/index.php?autocom=gallery&req=si&img=6458
Good https://lc.cx/xjXBQT
Good https://is.gd/N1ikS2
Very good https://is.gd/N1ikS2
Very good https://is.gd/N1ikS2
Very good https://is.gd/N1ikS2
Very good https://is.gd/N1ikS2
Awesome https://is.gd/N1ikS2
Good https://is.gd/N1ikS2
Таисия Повалий – Бывший скачать бесплатно и слушать онлайн https://shorturl.fm/YUVq1
Потап и Настя – По кругу скачать бесплатно mp3 и слушать онлайн https://shorturl.fm/gcHXp
Потап и Настя – По кругу скачать бесплатно mp3 и слушать онлайн https://shorturl.fm/gcHXp
Чай Вдвоём – Белая ночь скачать и слушать mp3 https://shorturl.fm/GnqVs
HammAli & Navai – Прятки скачать и слушать песню https://shorturl.fm/RWNWh
ST – Луи-Луи (Merk & Kremont Remix) скачать mp3 и слушать бесплатно https://shorturl.fm/8Y8gT
Super https://shorturl.fm/6539m
https://shorturl.fm/oYjg5
https://shorturl.fm/9fnIC
https://shorturl.fm/9fnIC
Rauf & Faik – Колыбельная скачать песню и слушать онлайн https://shorturl.fm/bRdVy
Любовь Попова – Северный Путь скачать песню и слушать бесплатно https://shorturl.fm/pw5Fj
Боярский Михаил – Двойник ( 2003 ) скачать песню и слушать бесплатно https://shorturl.fm/ePC4c
Татьяна Буланова – Ты Мой Космос скачать и слушать mp3 https://shorturl.fm/Wu5Go
Nahal – До глубин скачать mp3 и слушать бесплатно https://shorturl.fm/f28g1
Баста – Человек скачать mp3 и слушать бесплатно https://shorturl.fm/o1opI
Grishina – Двигайся Парень (Mad Beast Remix) скачать mp3 и слушать онлайн https://shorturl.fm/tCqqK
Султан Лагучев – Любовь-Беда скачать и слушать песню бесплатно https://shorturl.fm/dymGY
Султан Лагучев – Любовь-Беда скачать и слушать песню бесплатно https://shorturl.fm/dymGY
https://shorturl.fm/PFOiP
Start profiting from your traffic—sign up today! https://shorturl.fm/k5Fqg
Join our affiliate program and start earning commissions today—sign up now! https://shorturl.fm/CNpRh
Join our affiliate community and maximize your profits—sign up now! https://shorturl.fm/xhVMs
Start sharing our link and start earning today! https://shorturl.fm/3c1uX
Become our partner and turn referrals into revenue—join now! https://shorturl.fm/xEdYb
Share our products and watch your earnings grow—join our affiliate program! https://shorturl.fm/nrwQK
https://shorturl.fm/H8Din
https://shorturl.fm/ZzPp4
https://shorturl.fm/Xwlvo
https://shorturl.fm/Rdi4n
https://shorturl.fm/H9AXJ
https://shorturl.fm/o4mqa
https://shorturl.fm/EJAaI
https://shorturl.fm/7p8Y6
https://shorturl.fm/9zW9J
https://shorturl.fm/VeO6j
https://shorturl.fm/xokeJ
https://shorturl.fm/op5dD
https://shorturl.fm/DvcZz
Okay, 813betlogin is new to me but not bad. The login process was simple enough, and I found what I was looking for quickly. I’d say give them a shot. See for yourself 813betlogin.
Bet669login, got it. It’s a simple login portal, does what it says on the tin. Solid and efficient. Give them a look bet669login.
Okay, hm88betlatranggi… the name’s a bit of a mouthful, but the site itself is pretty decent. Good selection of games and the layout is clean. Give it a shot, you might be surprised! Play now at hm88betlatranggi
Boost your income effortlessly—join our affiliate network now!
Get rewarded for every recommendation—join our affiliate network!
https://shorturl.fm/hCIog
https://shorturl.fm/IYKyZ
https://shorturl.fm/OVXMQ
https://shorturl.fm/WIzcG
https://shorturl.fm/ELdWd